Melt Blown Fabric Machine
Melt blown fabric is a crucial material that can be applied in countless of applications in many industries. For example, when producing face masks, the fabric uses melt blown PP (Polypropylene) as the main raw material to manufacture the key components of the face mask.
USEON can provide satisfying and brilliant solutions for you to obtain a melt blown fabric production line, producing high quality melt blown fabric.



USEON can build high-performance melt blown production lines. Whatever your needs are, USEON will work and go beyond to fulfill them. If you want to launch a new production line, we’ll be more than happy to help you.
Our meltblown nonwoven fabric production line can produce high quality PP meltblown fabrics. The meltblown equipment runs stably, with high output and high efficiency.
Table of Contents
Melt Blown Fabric Machine Specifications
| Model | Product Width (mm) | GSM Range (g/sq.m) | Capacity (kg/day) | Max Speed (m/min) |
|---|---|---|---|---|
| UM-1600 | 1600 | 10~200 | 1500~2000 | 80 |
| UM-2400 | 2400 | 10~200 | 1800~2800 | 80 |
| UM-3200 | 3200 | 10~200 | 3000~4000 | 80 |
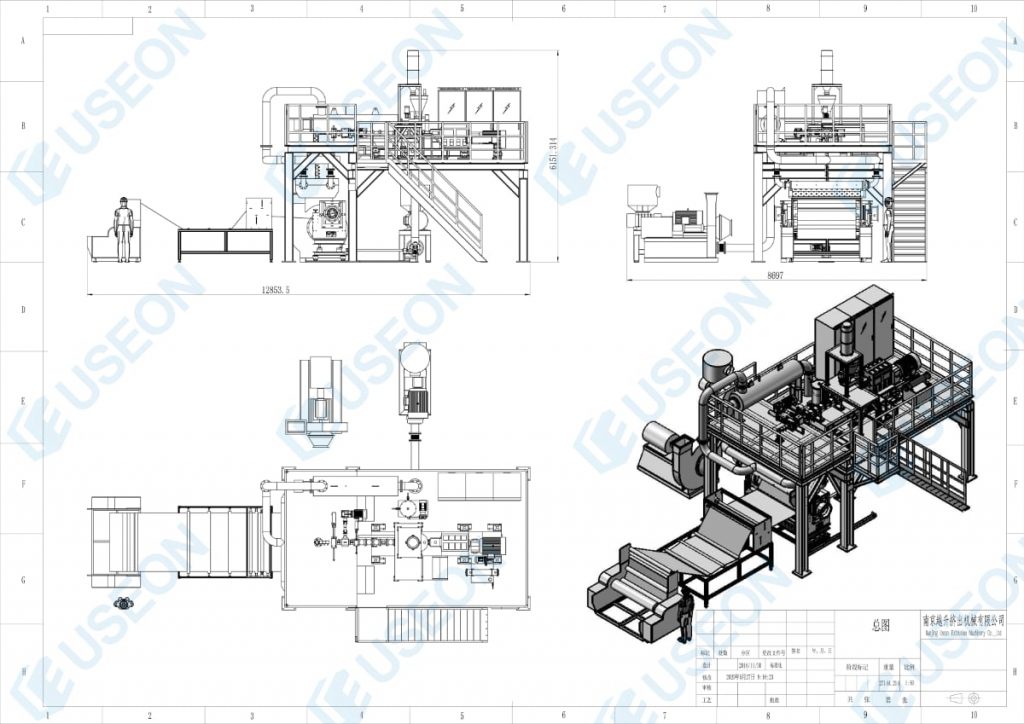
Melt Blown Fabric Line 3D Assembly Drawing
We further optimized the layout of the melt blown production line and improved the convenience of equipment use and maintenance. The following diagrams are two 3D layouts of the machine from different perspectives.
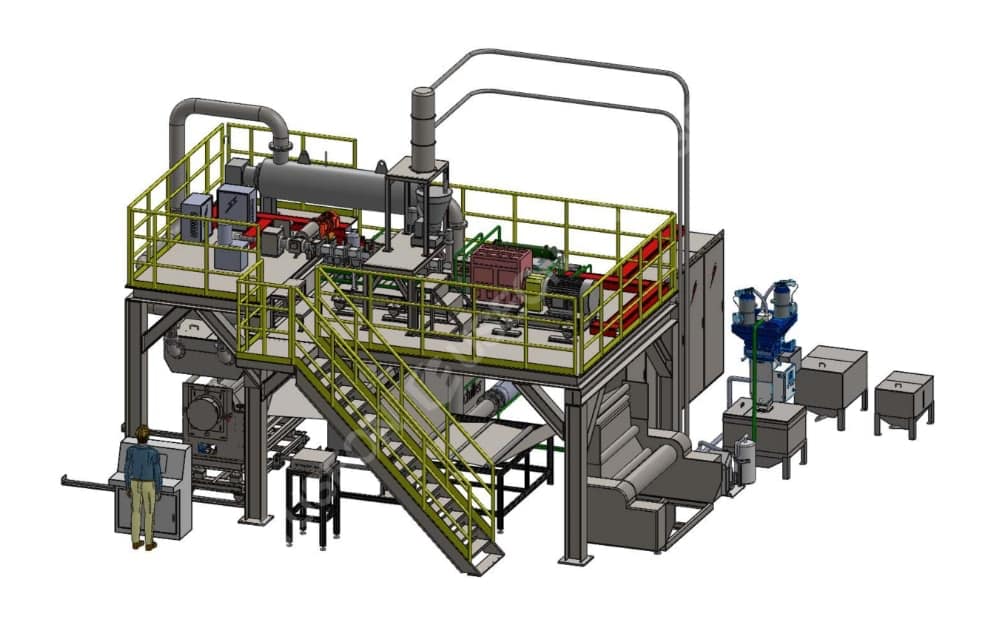
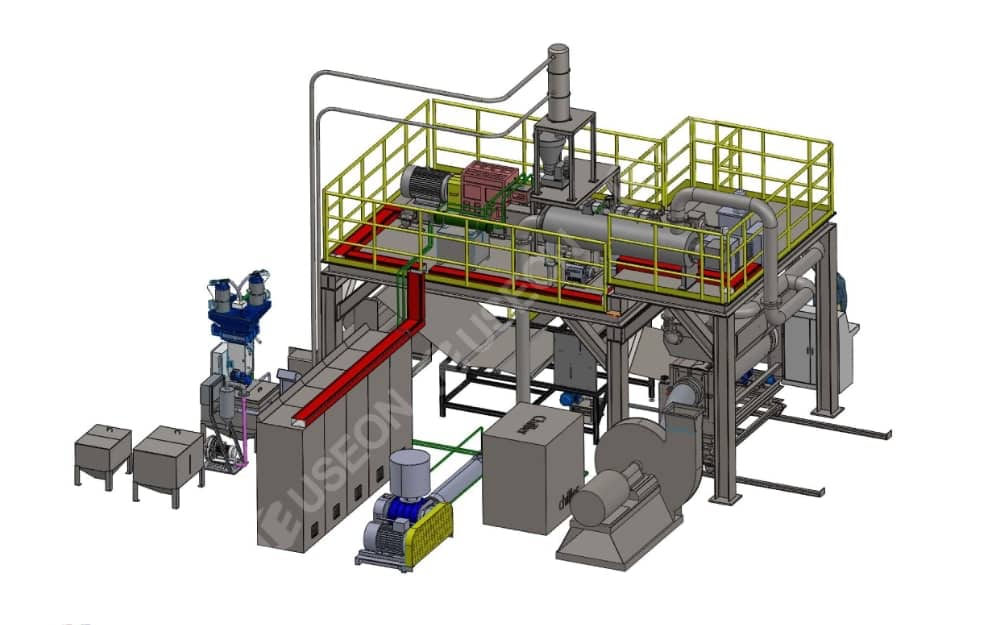
Layout of Meltblown Line
Process Flow of Meltblown Production Line
The melt-blown process uses high-speed hot air to draw a thin stream of polymer melt extruded from the die orifice. This will form ultra-fine fibers and condense on the screen or roller, while relying on self-adhesion and becoming a non-woven fabric.
The process flow is:
Polymer mixing -> Melt extrusion -> Filter -> Melt pump -> Die -> Electret treatment -> Winding system
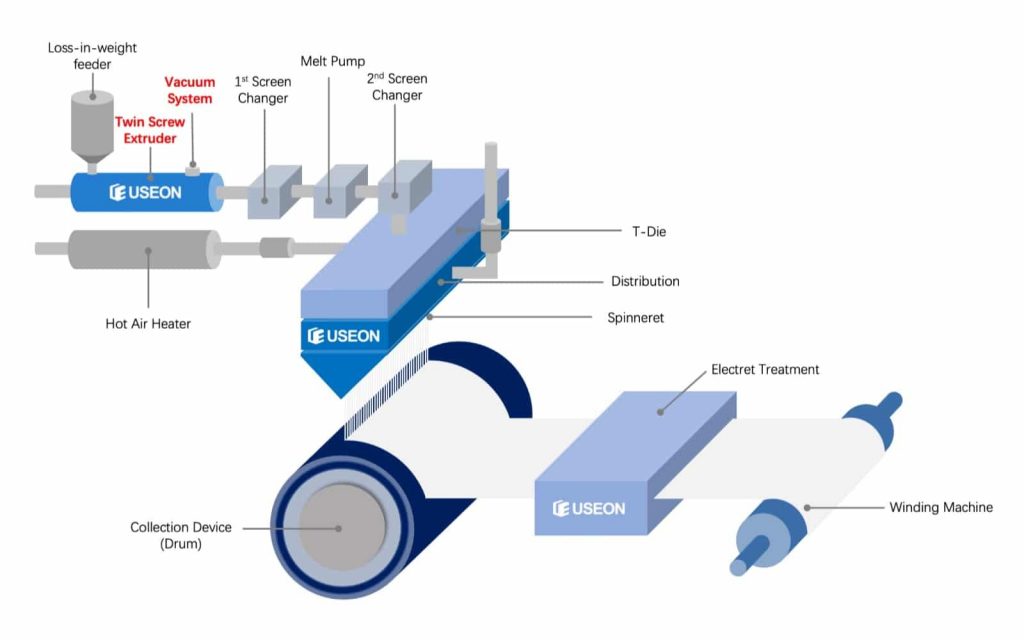
Equipment List of Meltblown Fabric Production Line
- Loss-in-weight Feeder
- Twin Screw Extruder
- Vacuum System
- Screen Changer (two sets)
- Gear Pump Unit
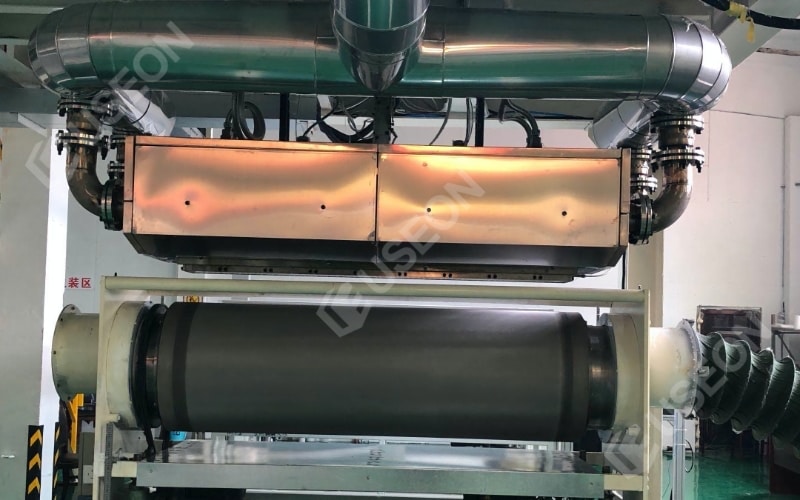
- Heating System for Hot Air
- Melt-blown Box (T-Die, Distribution, Spinneret)
- Collection Device (Conveyor or Drum)
- High-voltage
- Electrostatic Electret Device
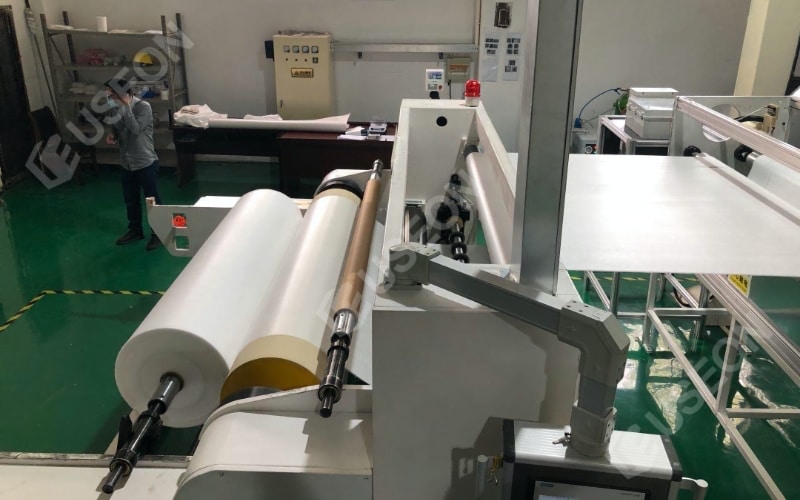
- Winding Machine
Meltblown Spinneret Die Head

Operation Guide for Meltblown Line
Unsure about how to start and stop the melt blown line?
We have created step by step operation guides, which includes different models with their corresponding guides. In these guides, you will learn to set key parameter values, such as temperature, pressure, melt pump speed, feeder flow etc.
If you have any queries, please contact our experts.
How to Cleaning and Fix Spinneret?
The meltblown spinneret may be blocked. The reason may be that the PP raw material used contains excessive impurities, or the uncleaned barrel etc.
We have compiled a guide on how to clean the spinneret, click here for details.
How to Install Meltblown Spinneret?
STEP1: Heating equipment to melt and clean up residual raw materials
STEP2: Install the spinneret and tighten the screws with a torque wrench
STEP3: Check the spinneret and make fine adjustments
STEP4: Test the machine and check the operation of the equipment
What is Melt-blown Fabric
Meltblown fabric is a non-woven fabric made by melt blown method with high MFI (1200/1500/1800 g/10min, Condition 2.16kg, 230°C) PP as the main raw material.
The melt blown method is a spinning method that uses a high-speed hot air flow to rapidly stretch, solidify, and shape a polymer melt that has just been extruded. The advantage is that the process flow is short, and the non-woven fabric can be directly produced by spinning.
The fiber diameter of the melt-blown cloth can reach 1 to 5 microns. With many voids, fluffy structure, and good fold resistance, these ultra-fine fibers with unique capillary structure increase the number and surface area of fibers per unit area, thus making the melt-blown cloth have good filtering, shielding, heat insulation, and oil absorption .
The most important reason why the melt blown fabric is much better than ordinary non-woven fabrics is the electret treatment. Through electret treatment, the PP meltblown fabric is charged with static electricity, which can effectively absorb and block viruses.
Melt-blown Fabric Applications
- Medical and sanitary cloths: surgical gowns, protective clothing, sterilization wraps, masks, diapers, sanitary napkins, etc.
- Fabrics for home decoration: wall stickers, tablecloths, bed sheets, bed covers, etc.
- Cloth for clothing: lining, adhesive lining, flakes, shaped cotton, various synthetic leather base fabrics, etc.
- Industrial fabrics: filter materials, HEPA filter, insulating materials, cement bags, geotextiles, covering fabrics, etc.
- Agricultural cloth: crop protection cloth, seedling raising cloth, irrigation cloth, thermal insulation curtain, etc.
- Others: space cotton, thermal insulation and sound insulation materials, linoleum, cigarette filter, tea bags, etc.
Factors Affecting the Quality of Meltblown Fabric
1. MFI of Polymer Raw Materials
Meltblown fabric is the best filter for masks as it is a very fine material. The interior is made up of countless traversing microfibers, which are stacked in random orientations. Taking PP as an example, the higher the MFI, the finer the wire drawn during melt-blown processing, and the better the filtration performance.
2. Hot Air Velocity
While maintaining the same temperature, screw speed, receiving distance (DCD), and other conditions, the faster the hot air speed, the smaller the fiber diameter; the non-woven fabric feels softer, and more fiber entanglement, resulting in a more dense and smooth fiber web with its strength increased.
3. Hot Air Jet Angle
The hot air jet angle mainly affects the drawing effect and fiber morphology. The smaller angle will cause the fine flow to form parallel fiber bundles, resulting in poor uniformity of the non-woven fabric. If the angle tends to 90°, a highly dispersed and turbulent air flow will be generated, which is conducive to the random distribution of fibers on the screen curtain, and the resulting melt-blown cloth has good anisotropy.
4. Receive Distance (DCD)
Having an overly long acceptance distance will lead to a decrease in the vertical and horizontal strength and bending strength. The non-woven fabric feels fluffy, and, in the melt-blown process, it will lead to a reduction in filtration efficiency and filtration resistance.
5. Screw Extrusion Speed
Under the condition of constant temperature, the screw extrusion rate should be kept within a certain range. Before a certain critical point, the faster the extrusion speed, the higher the quantitative amount of melt-blown cloth, and the greater the strength; when the critical value is exceeded, the strength of the melt-blown cloth decreases.
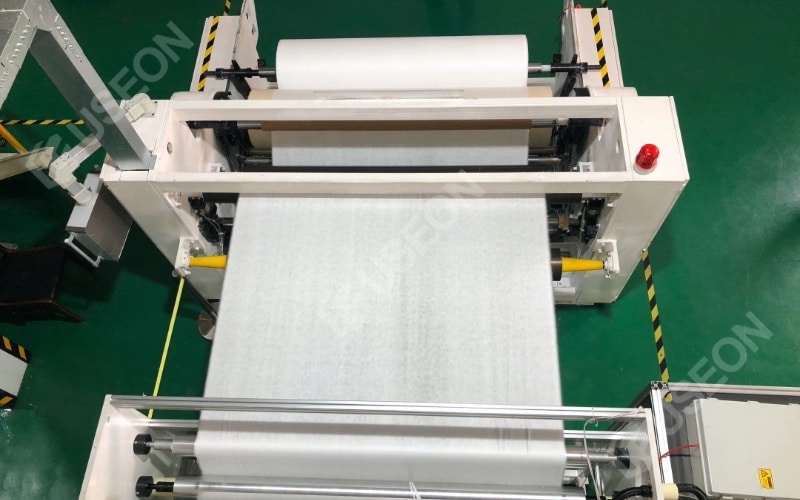
Meltblown Fabric Final Product
The final melt blown fabric produced by our line will be above PFE 99 (25GSM, one layer, Nacl, 32L/mim, filter efficiency more than 99%).
This test result is better than BFE 99 (Bacterial Filtration Efficiency).


Projects/Clients




FAQs
PP plus electret masterbatch (2-3%).
Usually it is high MFI PP. ExxonMobil and Daelim have such meltblown use PP resin. We (USEON New Materials) produces premium quality meltblown PP resin as well. Polyone and Clariant has electret masterbatch for PP meltblown fabric.
The diameter of spinneret hole is 0.25mm, the distance between two holes is 0.55mm.
Yes, even slitting machine is included as well.
Yes, service is our core competitiveness. But travel cost is excluded.
Currently it is dedicated to face masks filter media. With little modification, it can produce other materials such as wiper and oil absorbent felt.
Yes, the line has to run 24 hours continuously, because every start-up requires minimum two hours heating-up. Every start-up and stop costs some waster.
Our meltblown line have been sold to many countries. Such as UK, Germany, Canada, India etc.
Different specifications and different configurations will have a great impact on the price, our price is very competitive in the market. Welcome to contact us, our sales team will give you a satisfactory answer.