Co-rotating Twin Screw Extruder
With 10.3Nm/cm3 specific torque, this extruder is able to perform more delicate processing tasks, precise process controls to fulfill intricate and sophisticate processing purpose. Better dispersion, more accurate temperature controls and higher throughput have been integrated and optimized further.
Our SAT Series, Co-rotating Twin Screw Extruder, is our most popular twin screw extruder. It is multifunctional. With a more powerful gearbox and more precise screw elements, this extruder has a more flexible processing range and wider operation window. We also provide individual solution according to customized requirements. With a variety of modular screw elements, barrels, melt filtration and pelletizing system, we will promise you a worthy investment.
The perfect concept of the split-transmitting principle has been successfully applied in USEON-patented gearbox with the digital online monitoring system; each gearbox is assembled with precise positioning for torque balance.

Table of Contents
What's Co-rotating Twin Screw Extruder
A parallel co-rotating twin-screw extruder is an extruder in which the two screws are parallel and rotate in the same direction.
Co-rotating twin-screw extrusion technology first originated in the 1860s. After years of development, there are now many companies that can produce such extruders.
Among them, Coperion, JSW, Kobelco, DXS and USEON are the only five in the world that have made twin-screw extruders with screw diameters above 250mm.
* DXS = Dalian Rubber & Plastics Machinery Co., Ltd
Applications
SAT Series Specifications
| Model | Diameter (mm) | Max. Speed (rpm) | Motor (kW) | Specific Torque (Nm/cm3) | Output (kg/hr) |
|---|---|---|---|---|---|
| SAT40 | 41 | 800 | 75 | 10.9 | 150-250 |
| SAT52 | 51.4 | 800 | 132 | 9.9 | 350-500 |
| SAT65 | 62.4 | 800 | 220 | 9.3 | 500-900 |
| SAT75 | 71 | 600 | 280 | 10.3 | 700-1200 |
| SAT95 | 93 | 600 | 600 | 10 | 1300-2400 |
| SAT110 | 110 | 400 | 650 | 10.1 | 1800-3000 |
| SAT135 | 130 | 400 | 1000 | 9 | 2500-3500 |
Main Parts of SAT Series Corotating Twin Screw Extruder
High Torque Gearbox
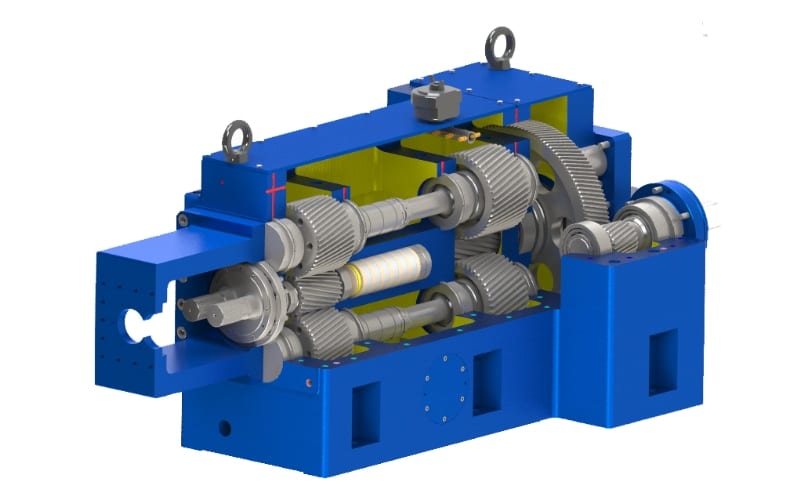
Our SAT75 gearbox can install maximum 280kW with screw speed 600rpm.
Total Torque of the gearbox=9550x280KW/600rpm=4456N.m
The center distance between two output shaft (D) is 6cm
Specific torque=T/(2*D^3)=4456/(2*6*6*6)=10.3
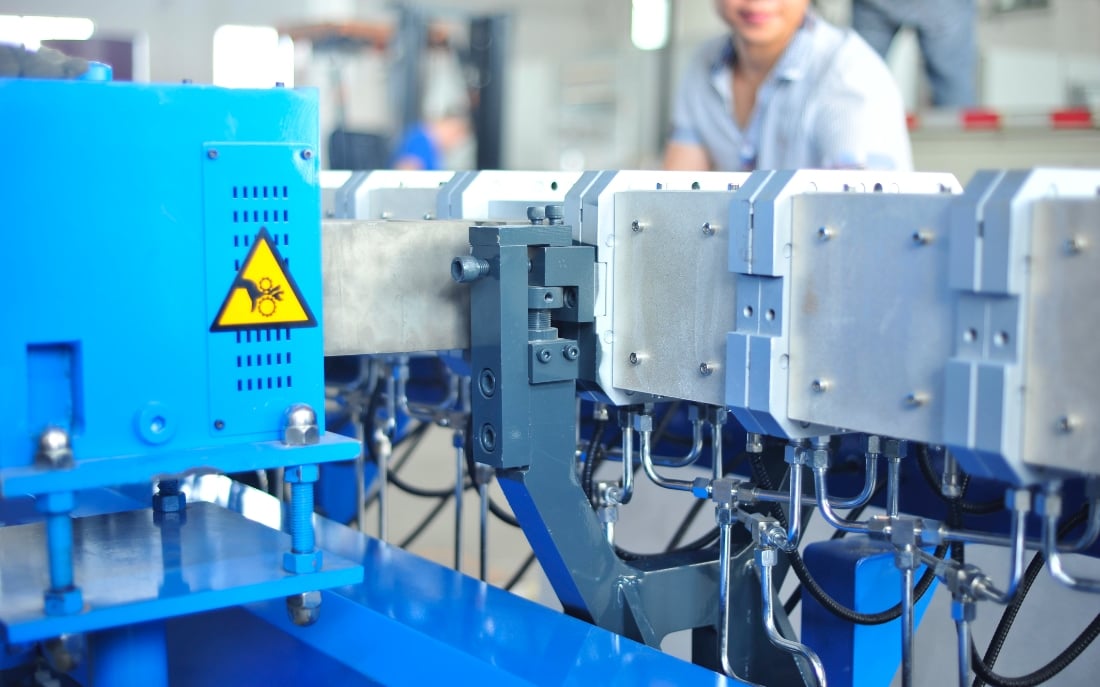
Heating System
Instead of using traditional casting heaters (outside the barrel), we use cartridge heaters, which are made in Germany and are inside the barrel. This will save energy, and the polymer will melt mostly by heating, not kneading elements. So, the shelf life of screws and barrels are longer, and the quality of compounding is better.
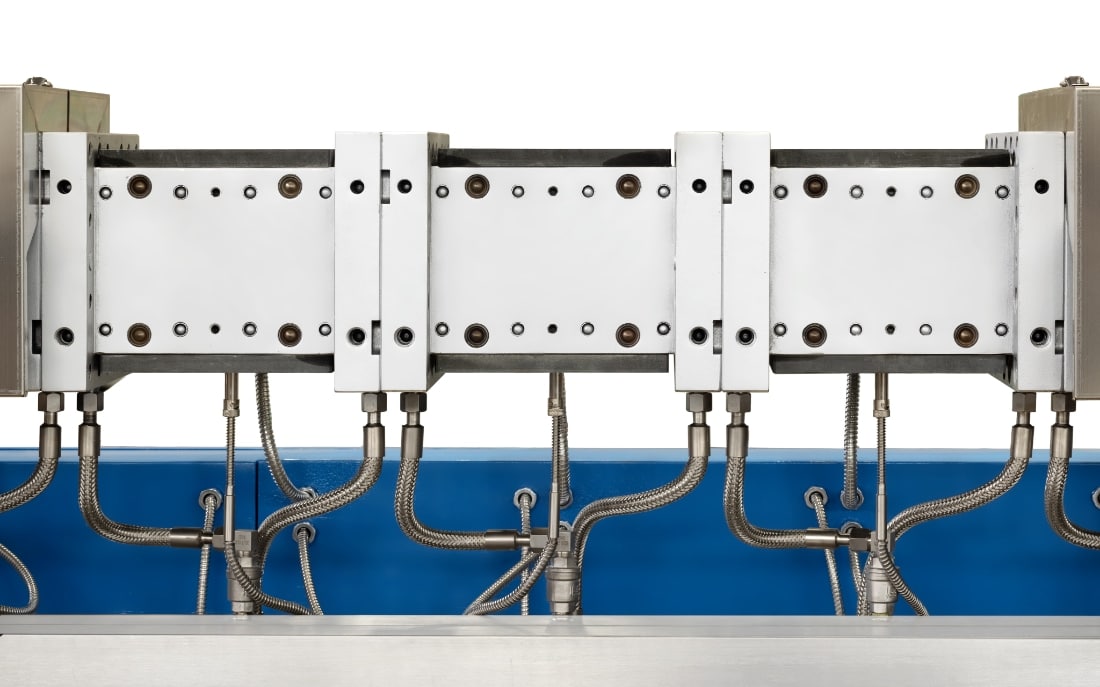
Cooling System

With two input and output on each barrel, more uniform cooling and fast cooling.
Supporting Frame
The supporting point of traditional barrel is underneath. When heated, its thermal expansion is upward with the value 0.2~0.5mm (difference up to the size of extruder), and uneven gaps in the upper and lower between screw and barrel.
The supporting point of barrel of SAT extruder is in the middle. When heated, thermal expansion trends upward and downward uniformly, ensuring the center height is on the horizon and forming consistent even gaps in the upper and lower between screw and barrel.
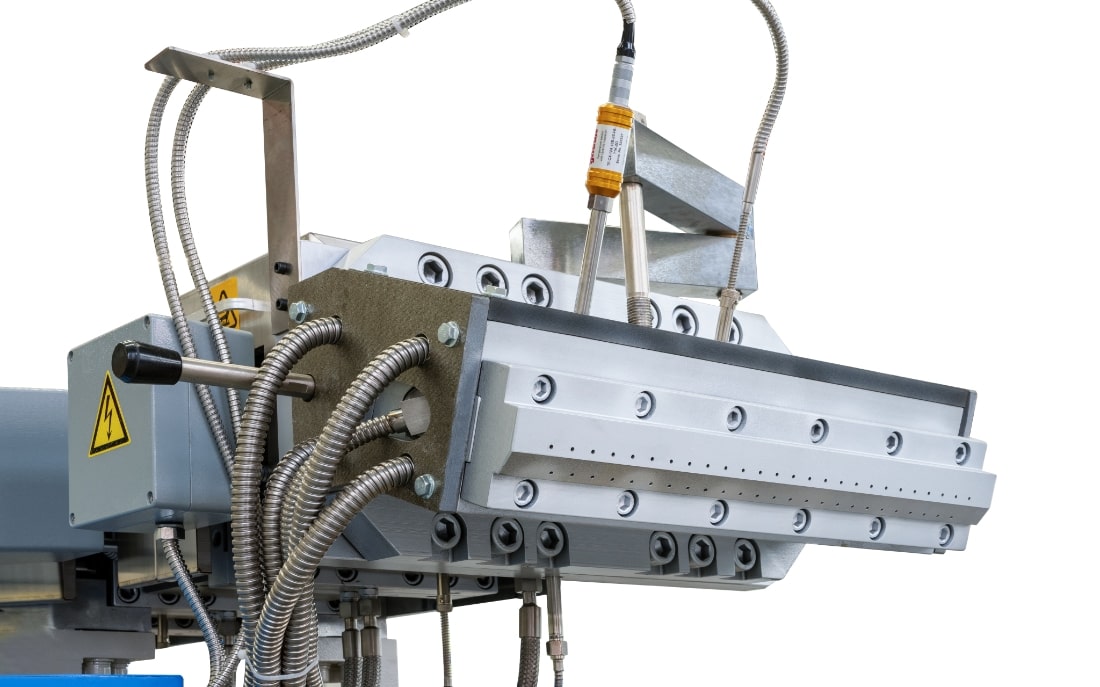
Strand Die Plate
FAQ
We have 2 factories producing twin screw extruders in Jiangsu, China.
One of the factories is mainly used for R&D and production:
· High performance series - U series twin screw extruder
· Large twin-screw, such as the SAT330 series for polyolefin compounding
Yes, we can provide all the accessories you need. If you originally used a twin screw extruder from another brand, we can also provide you with suitable accessories.
Yes, we can supply lab twin screw extruders to suit your trial or entry level needs
Yes, we have rich experience in non-standard application of twin screw extruder, which is our advantage.
Parallel co-rotating twin-screw is one of our main products. We have the following models for customers to choose from:
· Lab series
· SAT series
· U series

