SAT-T Parallel Triple Screw Extruder
The SAT-T Series is a co-rotating parallel triple screw extruder developed by USEON for high-filler compounding, dispersion-sensitive masterbatches, and demanding devolatilization processes. Compared with standard twin screw extruders, the SAT-T series is better suited to applications where volumetric feeding becomes a bottleneck, powder loading is high, dispersion requirements are more demanding, or heat-sensitive materials offer only a narrow processing window.
Backed by USEON’s engineering experience in high-powder compounding and polymer modification, the SAT-T series continues to be refined to help customers achieve a stronger balance among throughput, dispersion quality, process stability, and continuous production.

Technical Advantages
For conventional compounding tasks, twin-screw extruders usually remain the more economical choice. However, when the process is constrained by low-bulk-density material feeding, ultra-high filler loading, tighter dispersion requirements, or heavier devolatilization loads, the USEON SAT-T co-rotating parallel triple screw extruder is often the more suitable engineering solution.
With its larger effective intake zone and greater opportunities for material renewal and mixing, the SAT-T is well aligned with high-filler compounding, dispersion-sensitive masterbatches, and intensified devolatilization applications, helping customers achieve a better balance among throughput, dispersion quality, process stability, and continuous operation.
1. Better Suited to High-Filler and Low-Bulk-Density Materials
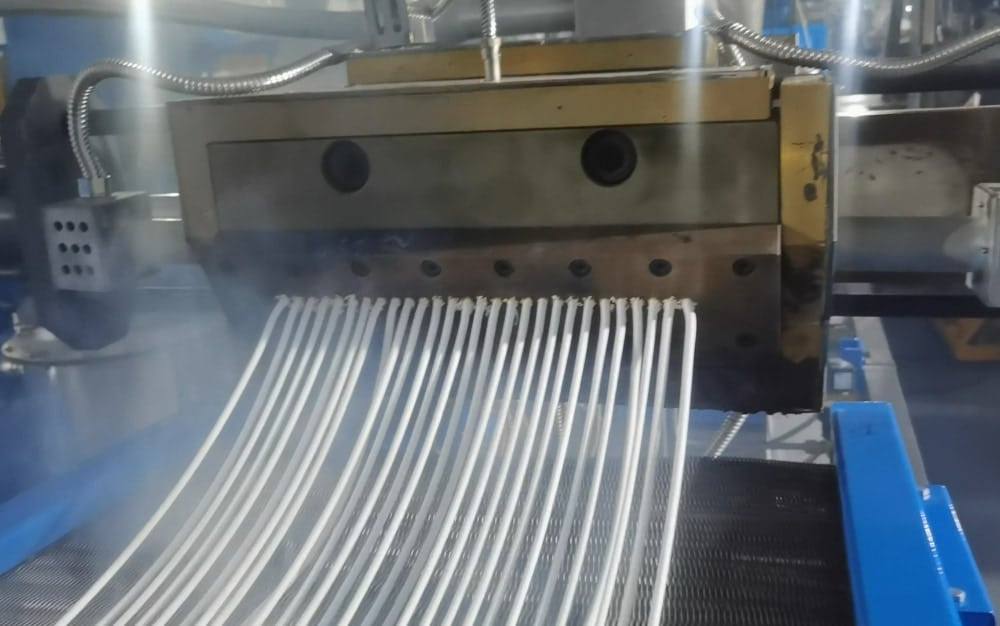
Compared with standard twin-screw extruders in the same size class, the SAT-T offers stronger volumetric intake capacity and is better suited to the stable feeding of lightweight, low-bulk-density powders. In high-filler compounding projects such as calcium carbonate formulations, it can meet process requirements at 84%–85% filler loading and, in some cases, even higher.
Taking one delivered SAT-T75 line as an example, stable output can reach 1800–2200 kg/h under specific optimized high-filler operating conditions.
2. Improved Dispersion Efficiency
3. More Effective for Devolatilization and Stable Continuous Operation
Typical Applications
- High-filler masterbatches: high loading of calcium carbonate (CaCO3), talc, barium sulfate, and similar fillers
- High-dispersion challenges: difficult-to-disperse carbon black, titanium dioxide, and functional masterbatches
- Circular economy: offline resin modification of PCR / PIR recycled materials to unlock higher value from recycled streams
Project Cases
The following data comes from selected delivered USEON projects or representative process references:
| Application | Typical Material | Model Series | Pelletizing System | Throughput Reference |
|---|---|---|---|---|
| High-filler compounding | PE/PP + 84% CaCO3 | SAT-T75 | Water-ring pelletizing | 1,800–2,200 kg/h |
| High-filler masterbatch | PE/PP + CaCO3 + additives | SAT-T75 | Air-cooled strand pelletizing | 1,500 kg/h |
| Premium color masterbatch | PP + high-concentration TiO2 | SAT-T52 | Water-cooled strand pelletizing | 250–350 kg/h |
In one delivered SAT-T75 high-filler project, stable output reached 2,000 kg/h under an 84% filler-loading process. In that specific high-load application, the line achieved stable continuous operation at a relatively high output level.
Final equipment selection depends on formulation rheology, filler particle size and shape, bulk density, feeding method, screw configuration, and the downstream pelletizing route.
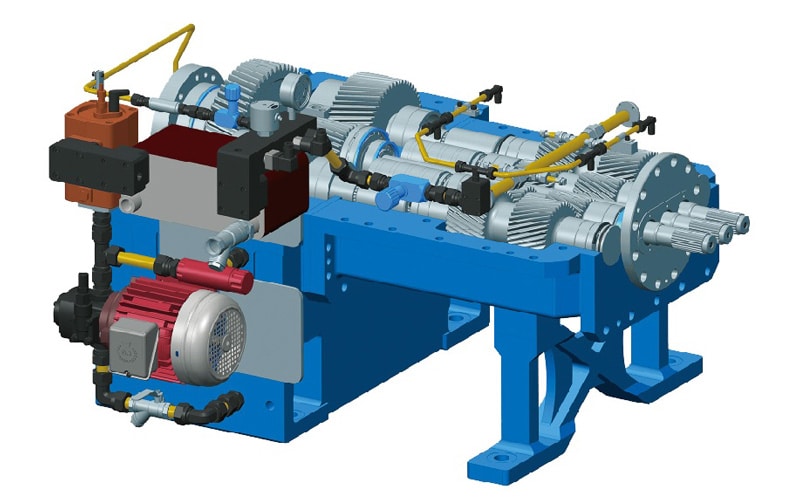
Line Layout
The diagram below shows a typical layout of one of our SAT-T75 lines. The complete line consists of the feeding system, SAT-T triple screw extruder, pelletizing system, and packaging system.

Technical Parameters
| Model | Motor Power (kW) | Output (kg/h) |
|---|---|---|
| SAT-T35 | 30 | 50–200 |
| SAT-T52 | 110 | 300–900 |
| SAT-T65 | 160 | 1200–1500 |
| SAT-T75 | 250 | 1800–2200 |
| SAT-T95 | 400 | 2500–3600 |
* Capacity data is based on typical validated process results. Actual output varies depending on raw materials, formulation, and operating conditions.
Gallery

FAQ
A: For most conventional compounding tasks and medium filler levels, a twin screw line remains the more economical and sufficient solution. A triple screw solution is typically considered when output is limited by feeding volume, dispersion intensity, or available space.
A: In high-filler compounding projects such as calcium carbonate applications, filler loading above 85% can be achieved. Based on customer requirements, USEON has successfully delivered triple screw extrusion systems capable of stable, high-output production at 84%–85% CaCO3 loading.
A: The increased free volume allows lightweight, high-volume powders to be fed more efficiently. This helps maintain a higher screw fill level at lower screw speeds, which improves process stability and also helps control material temperature rise.
A: To provide an accurate feasibility assessment, we need your base resin type, filler ratio/type, material bulk density, and target hourly throughput.
A: Yes. We specialize in complete compounding lines, including the feeding system, SAT-T extruder, vacuum degassing unit, and customized downstream pelletizing systems.