Filler Masterbatch Compounding
From 85% High Loading to Film-Grade Dispersion: Leverage Useon’s 20 years of field data to conquer Wear, Capacity Limits, and Fish-eyes.
In Filler Masterbatch production, are you struggling with rapid screw wear, limited throughput, or dispersion issues? Useon provides more than just extruders; we deliver turnkey process solutions verified by global projects. Backed by our SAT/SAT-T series, we guarantee:
- Proven High Output: Take our SAT75 model as an example: running PP + 80% CaCO₃, field data shows a stable output of 800-1,000 kg/h (Configuration: 250KW Motor / 600rpm).
- Extreme Wear Resistance: We define the standard for longevity. Our barrels feature integral Cr26MoV alloy liners (HRC60+), and screw elements are crafted from W6Mo5Cr4V2 High-Speed Tool Steel. We extend component life by 2-3x compared to standard bi-metallic options.
- Beyond Twin Screw: Our proprietary SAT-T Triple Screw Technology delivers 30-50% higher throughput and superior mixing compared to standard twin screw extruders with the same energy consumption.

Table of Contents
Formula & Processing Challenges
Your machine configuration must adapt to the rheology of high-loading formulations.
We understand your materials:
| Component | Typical % | Processing Challenge (Pain Points) | Useon Solution |
|---|---|---|---|
| Filler (CaCO3/Talc) | 75% - 85% | Extreme abrasion; low bulk density causes feeding bottlenecks. | Standard Cr26MoV solid alloy liners; CWS Series Twin Screw Side Feeders for de-aeration. |
| Carrier (PP/PE) | 10% - 20% | High MFI carriers can cause surging or unstable pressure. | Optimized screw geometry ensures stable conveying even with low-viscosity melts. |
| Additives (Wax) | 2% - 5% | Excess lubricants can cause screw slippage and output loss. | Grooved feed bushes designed to maximize friction and bite. |
Application-Specific Quality Control
Different end-uses dictate different extrusion priorities. Our systems are engineered to meet them:
1. Film & Packaging (Blown Film)
Critical Metric: Zero Fish-eyes, high dispersion.
Useon Edge: Our 52:1 L/D ratio and high-vacuum system (Zone 10) ensure micron-level dispersion suitable for thin films.
2. Raffia & Woven Sacks
Critical Metric: High Tensile Strength, no breakage.
Useon Edge: Gentle shear profiles preserve polymer chain length, maintaining the physical strength of the yarn.
3. Injection Molding
Critical Metric: Cost Reduction (Maximized Loading).
Useon Edge: Our side-feeding technology pushes CaCO3 loading to the 85% limit, minimizing your raw material costs.
Flexible Feeding Configurations
We offer two proven feeding system solutions tailored to your budget and automation requirements:
Option A: Economic Premixing System (Volumetric)
Best for: Start-ups or small-batch production with frequent formula changes.
- Weighing & Mixing: Raw materials are weighed and mixed in a High Speed Mixer for 5-10 minutes to coat the filler.
- Loading: The premix is conveyed via a screw loader into the Volumetric Feeder at the main throat.
- Useon Edge: A cost-effective solution. Our screw profile is designed to prevent segregation of the premixed material inside the hopper.
Option B: High-Precision Loss-in-Weight System (Split Feeding)
Best for: 24/7 continuous production requiring strict formula accuracy (±0.5%).
- Auto-Refill: Raw materials are pneumatically conveyed to storage buffers via vacuum loaders.
- Split Precision Feeding:
- Main Throat: Resin (PP/PE) is fed via a dedicated LIW feeder.
- Side Feeder: Powder (CaCO3/Talc) is fed via a separate LIW feeder.
- Useon Edge: Fully automated closed-loop control eliminates human error. The “Split Feeding” strategy, utilizing CWS Series Side Force Feeders to mechanically deaerate the powder, is the standard configuration for 85% ultra-high loading.




Loss-in-weight feeding system & Side Force Feeder
Optimized Processing Flow
Based on our extensive field experience, we recommend this standard procedure for maximum efficiency:
1. Premixing
Even with split feeding, proper premixing of additives prevents segregation and reduces dust at the feeder by 30%.
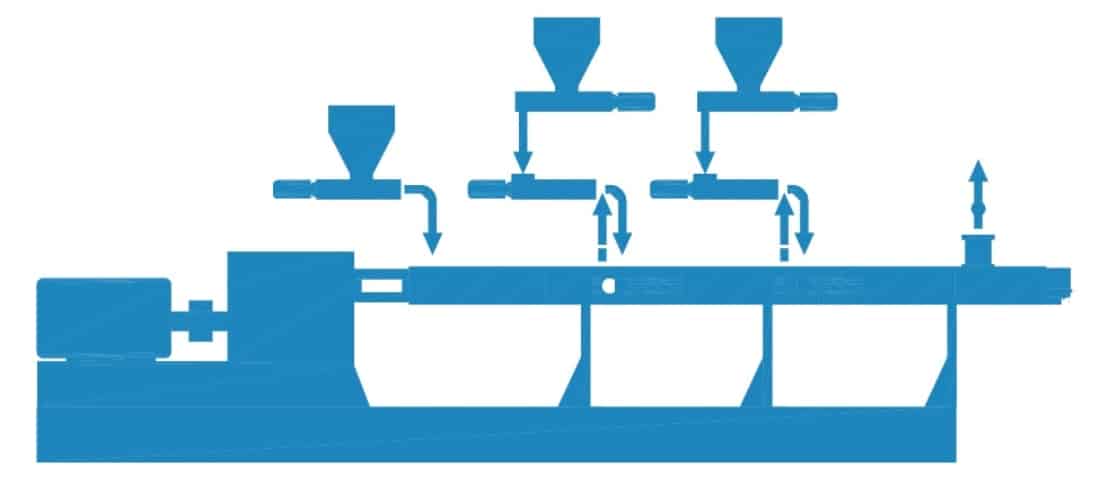
2. Force Feeding & De-aeration
Action: Feeding material into the extruder.
Useon Process Tip: High-loading powders contain significant air. It is crucial to use the Side Force Feeder to build pressure while utilizing its back-venting channels to expel entrapped air. This is the secret to preventing “vent flooding.”
3. Compounding
Melting and dispersion occur in the SAT/SAT-T extruder. Multi-stage kneading blocks ensure agglomerates are thoroughly broken down.
4. Vacuum Venting
A high-vacuum system is non-negotiable for removing moisture and volatiles, ensuring glossy pellets.
5. Pelletizing
Water Ring Pelletizing System: The robust, economic standard for PE/PP fillers (Recommended).
Underwater Pelletizing: For high-capacity lines (>2 tons/hr) requiring full automation.
Machine Selection Guide
| Solution | Recommended Series | Key Advantages | Ideal Application |
|---|---|---|---|
| The Industry Standard | SAT Twin Screw | Proven reliability, ease of operation, and excellent ROI. | Standard 75-85% filler MB for Injection, Blowing Film, Pipes. |
| The Yield Booster | SAT-T Triple Screw | Premium Choice. Higher shear intensity and surface area deliver 50% higher output. | High-volume production requiring superior dispersion (e.g., SAT-T75 up to 2 tons/hr). |
| Ultra-High Loading | Kneader + Extruder | Combines intensive mixing of a Kneader with the pressure build-up of an extruder. | Extreme filling levels (>85%) or difficult-to-disperse additives. |
According to your application & output, there’re many different choice on extruders.
| Model | Diameter (mm) | Max. Speed (rpm) | Motor (kW) | L/D | Output (kg/hr) |
|---|---|---|---|---|---|
| SAT52 | 51.4 | 800 | 110 | 48-52 | 250-350 |
| SAT65 | 62.4 | 800 | 160 | 48-52 | 450-600 |
| SAT75 | 71.4 | 800 | 250 | 48-52 | 700-900 |
| SAT95 | 93 | 600 | 600 | 48-52 | 1200-1600 |
| Model | Diameter (mm) | Max. Speed (rpm) | Motor (kW) | L/D | Output (kg/hr) |
|---|---|---|---|---|---|
| SAT-T52 | 51.4 | 600 | 110 | 44-48 | 400-500 |
| SAT-T65 | 62.4 | 600 | 160 | 44-48 | 600-800 |
| SAT-T75 | 71.4 | 600 | 250 | 44-48 | 900-1100 |
Kneader + Single Screw Extruder
| Model | Kneader Volume (Liter) | Screw Diameter (mm) | Screw Speed (rpm) | Motor (kW) | Output (kg/hr) |
|---|---|---|---|---|---|
| K75-TDD150 | 75 | 150 | 75 | 110/75 | 600-700 |
| K110-TDD180 | 110 | 180 | 75 | 160/90 | 900-1100 |
Kneader + Twin Screw Extruder
| Model | Kneader Volume (Liter) | Screw Diameter (mm) | Screw Speed (rpm) | Motor (kW) | Output (kg/hr) |
|---|---|---|---|---|---|
| K75-SAT75 | 75 | 71.4 | 600 | 110/132 | 800-900 |
| K110-SAT95 | 110 | 93 | 400 | 160/200 | 1500-1700 |
FAQ
A: Standard bi-metallic barrels typically have a thin alloy layer (1-2mm) that is scrapped once worn through. For abrasive filler masterbatch, USEON utilizes integral solid Cr26MoV alloy liners (Thickness >10mm, Hardness HRC 60+) in the melting and mixing zones. Under harsh 80% CaCO₃ conditions, our barrel lifespan is typically 2-3 times longer than standard bi-metallic options, significantly reducing your hidden downtime costs for replacements.
A: Absolutely. The Triple Screw extruder features three intermeshing zones arranged in a flat line, doubling the shear area of a twin screw. This implies it can achieve better plasticization at a shorter L/D ratio and lower temperature. Field data shows that when producing high-loading filler masterbatch, the SAT-T series delivers 30-50% higher yield than a twin screw of the same size, with lower Specific Energy, making it especially suitable for low-margin bulk filler production.
A: This is a typical "powder air entrapment" issue. Fine powders contain significant air that forms an air lock if fed directly into the main throat. Our solution is:
- Adopt a split feeding strategy, feeding the majority of the powder via a CWS twin screw side feeder;
- The side feeder features a special mechanical Back-venting design, allowing air to be expelled in reverse while the powder is forced in. This is the key to achieving 85% loading.
A: Fish-eyes usually stem from filler agglomeration or uneven carrier plasticization. Beyond ensuring sufficient torque hardware-wise, we focus more on screw configuration design. We recommend a high L/D ratio of 52:1 with more than 3 sets of staggered kneading blocks. Meanwhile, the high-vacuum degassing system in Zone 10 thoroughly removes trace moisture and volatiles, which is the core guarantee for preventing bubble breaks in blown film.
A: Talc has an extremely low bulk density (0.3-0.5 g/cm³), which indeed challenges the feeding system. We equip our lines with dedicated force feeders or side feeders with degassing functions specifically for Talc. Our field cases prove that with these optimizations, even 3000-mesh ultrafine Talc can be produced stably at high loading levels.
A: We understand the cost of downtime. USEON's equipment adopts a standardized modular design, with highly interchangeable spare parts (such as screw elements and heaters). We have service hubs in key global markets and offer remote PLC diagnostic services. We may identify the fault via remote data analysis before an engineer even arrives at the site, helping you resume production quickly.


