What is Polypropylene (PP)?
Polypropylene is a thermoplastic polymer, belonging to the polyolefin family of polymers. It is produced through the polymerization of propylene monomers and is characterized by its light weight, high strength, chemical resistance, and good heat resistance.
Polypropylene (PP) appears as white granules, odorless and non-toxic. Its molecular structure is similar to that of polyethylene, but with a methyl group (-CH3) attached to alternate carbon atoms along the carbon chain. This makes it more susceptible to oxidation and degradation under the influence of ultraviolet light and heat.
Polypropylene is widely used in various fields, including plastic products, textiles, automotive parts, medical devices, and packaging materials. Due to its excellent overall performance and cost-effectiveness, polypropylene has become one of the most widely used plastics in the world.

Part 1: Basic Knowledge of Polypropylene
Polypropylene (PP) has the lowest density of all synthetic resins, only 0.90 to 0.91 g/cm³, which is about 60% of the density of PVC. This means that with the same weight of raw material, you can produce a larger quantity of products of the same volume.
The surface hardness of PP is relatively low among the five general-purpose plastics, only slightly better than PE. When the degree of crystallinity is higher, the hardness also increases correspondingly, but it is still not as hard as PVC, PS, or ABS.
PP is particularly stable in water, with an absorption rate of only 0.01% after 24 hours in water. The molecular weight is between 80,000 to 150,000. It has good moldability, but due to its high shrinkage rate, thick-walled products are prone to warping. The surface of the products has a good luster and is easy to color.
PP has good tensile strength and rigidity, but its impact strength is relatively poor, especially at low temperatures. Additionally, if the products have orientation or stress during molding, the impact strength will also be significantly reduced. Although the impact resistance is poor, after modification such as filling or reinforcement, its mechanical properties can compete with more expensive engineering plastics in many fields.
The most outstanding performance of PP is its resistance to flexural fatigue. For example, PP injection-molded hinge can withstand 70 million times of opening and closing without any damage. The coefficient of dry friction is similar to that of nylon, but it is not as good as nylon under oil lubrication.
PP has good heat resistance, with a melting point of 164 to 170°C. The products can be sterilized at temperatures above 100°C, and they do not deform at 150°C without external force. The embrittlement temperature is -35°C, and it becomes brittle below -35°C, which is not as cold-resistant as polyethylene. Among the five general-purpose plastics, PP has the best heat resistance. PP plastic products can work for a long time at 100°C, and they will not deform when heated to 150°C without external force. After using nucleating agents to improve the crystalline state of PP, its heat resistance can be further improved, and it can even be used to make containers for heating food in microwave ovens.
PP has a certain permeability to oxygen, carbon dioxide, and water vapor, which is significantly lower than that of nylon (PA) and polyester (PET). Compared with high-barrier plastics such as PVDC and EVOH, the difference is even greater. However, its gas tightness is still quite good compared to other non-plastic materials. By adding barrier materials or coating the surface with barrier plastics, its gas tightness can be greatly improved.
Polypropylene has good chemical stability and is only corroded by concentrated sulfuric acid and concentrated nitric acid. It is relatively stable to other chemical reagents. However, low molecular weight aliphatic hydrocarbons, aromatic hydrocarbons, and chlorinated hydrocarbons can soften and swell PP. At the same time, its chemical stability is also improved with the increase of crystallinity, so polypropylene is suitable for making various chemical pipelines and fittings, with good anti-corrosion effects.
Polypropylene has excellent high-frequency insulation performance, and since it hardly absorbs water, its insulation performance is not affected by humidity. It has a high dielectric constant, and as the temperature rises, it can be used to make electrical insulation products that are heated. It also has a high breakdown voltage and is suitable for use as electrical accessories. It has good resistance to voltage and arc resistance, but it has a high static charge and is prone to aging when in contact with copper.
Polypropylene is very sensitive to ultraviolet light. Adding zinc oxide, thiopropionic acid dilauroyl ester, carbon black, or similar white fillers can improve its aging resistance.

Part 2: Types of Polypropylene
Polypropylene can be classified into three types based on its structure: isotactic, syndiotactic, and atactic.
The main type used at present is isotactic polypropylene, which accounts for more than 90% of the usage.
Atactic polypropylene cannot be used for plastics and is commonly used as a carrier for modification.
Syndiotactic polypropylene is a low-crystallinity polymer produced with metallocene catalysts, first developed in 1988, and is a high-elastic thermoplastic material. Syndiotactic polypropylene is characterized by its transparency, toughness, and flexibility, but its rigidity and hardness are only half of that of isotactic polypropylene.
Syndiotactic polypropylene can be vulcanized like ethylene-propylene rubber, and the resulting elastomer has mechanical properties that exceed those of ordinary rubber. Due to its high price, the application of syndiotactic polypropylene is not widespread at present, but it has great development prospects and is a new growth point for polypropylene resins.
Propylene-ethylene random copolymer – PPR.
Polypropylene can be divided into different categories according to the types of modified PP.
For example, based on functionality, there are: flame-retardant PP, reinforced PP, high-gloss PP, weather-resistant PP, and rigid PP, etc.;
Based on the field of application, there are: modified PP for household appliances, modified PP for automobiles, modified PP for electronic and electrical products, etc.
The common modification methods for PP materials currently include: filling modification, copolymer modification, and crosslinking modification, etc.
1. Filler Modification
Filler modification generally refers to the addition of non-metallic mineral powder materials such as calcium carbonate, talc powder, mica powder, or wollastonite powder, or other materials to PP resin. This not only significantly improves the rigidity, heat resistance, dimensional stability, high-temperature creep resistance, and hardness of the PP material, but also often serves the purpose of increasing volume and reducing costs.
In filler modification, the first issue to address is whether the distribution and dispersion of the filler in the PP resin matrix are uniform. The unique needle-like structure of wollastonite among inorganic fillers can effectively solve this problem.
Additionally, the needle-like fibers of wollastonite can also significantly achieve the effect of reinforcement modification.
2. Copolymer Modification
Copolymer modification refers to the modification conducted during the polymerization stage using a catalyst, primarily with propylene monomers. The copolymerization of propylene monomers with other olefin monomers can improve the low-temperature toughness, impact resistance, transparency, and processing fluidity of PP materials.
For example, in the polymer obtained from the copolymerization of propylene and ethylene, the irregular distribution of ethylene and propylene segments reduces the crystallinity of the material. Block copolymerization with 2%-3% ethylene monomers can produce ethylene-propylene copolymer rubber, which can withstand low-temperature impacts down to -30°C.
3. Blending Modification
Blending modification involves blending other plastics, rubber, or thermoplastic elastomers with PP materials to prepare polymer alloys that possess the properties of these polymers. The blending modification of polypropylene can improve the polymer’s low-temperature impact resistance, transparency, colorability, and antistatic properties. Commonly used polymers for PP blending modification include PE, EPR, EPDM, ER, SBS, and EVA. When elastomers such as EPDM, SBS, and EVA are blended with PP, the elastomer particles in the material can absorb some of the impact energy and act as stress concentrators to induce and inhibit crack growth, transforming PP from brittle fracture to ductile fracture, significantly enhancing its impact strength and effectively improving the toughness of PP materials.
4. Crosslinking Modification
Crosslinking modification of PP is an effective method to improve the heat distortion temperature of PP and can also enhance its mechanical properties. The main methods of crosslinking modification are radiation crosslinking and chemical crosslinking. Radiation crosslinking involves the formation of free radicals in PP molecular chains under high-energy radiation, leading to crosslinking reactions. Chemical crosslinking generally involves adding peroxides as initiators to PP, along with co-crosslinking agents to achieve the crosslinking reaction.

Part 3: Applications of Polypropylene
Polypropylene (PP) is a common thermoplastic polymer widely used across various industries. Here are the main application areas of polypropylene:
1. Packaging Materials
– Food Packaging: Polypropylene has good transparency and barrier properties, widely used for making food packaging bags, cling film, beverage bottles, food containers, etc.
– Industrial Packaging: Used for manufacturing industrial packaging bags, fertilizer bags, woven bags, etc.
2. Household and Consumer Goods
– Home Appliance Casings: Due to its excellent chemical resistance and electrical insulation properties, polypropylene is commonly used for making casings of washing machines, refrigerators, air conditioners, etc.
– Household Items: Used for making storage boxes, hangers, plastic furniture, disposable tableware, kitchenware, etc.
– Personal Care Products: Such as toothbrush handles, combs, cosmetic containers, etc.
3. Automotive Industry
– Automobile Parts: Due to its light weight, high strength, and chemical resistance, polypropylene is widely used for manufacturing car bumpers, dashboards, door panels, headlight housings, etc.
– Interior Decorations: Used for making car carpets, seat covers, etc.
4. Medical and Hygiene Products
– Medical Devices: Polypropylene is non-toxic, heat-resistant, and chemically stable, making it suitable for manufacturing syringes, IV bags, medicine bottles, surgical instruments, etc.
– Hygiene Products: Used for making disposable diapers, sanitary napkins, protective clothing, etc.
5. Construction Materials
– Pipes and Fittings: Due to its corrosion resistance and high strength, polypropylene is commonly used for making water supply pipes, drainage pipes, gas pipes, etc.
– Insulating Materials: Used for manufacturing insulation layers for wires and cables, flooring materials, etc.
6. Fibers and Textiles
– Textile Fibers: Polypropylene fibers are lightweight, high-strength, wear-resistant, and chemically resistant, used for making carpets, ropes, fishing nets, agricultural fabrics, etc.
– Non-woven Fabrics: Used for making medical masks, protective clothing, wipes, filter materials, etc.
7. Other Applications
– Electronics: Used for manufacturing casings of electronic components, insulating materials, etc.
– Sports Equipment: Due to its light weight and durability, polypropylene is used for making various sports equipment and fitness devices.
Part 4: What can USEON do in PP Compounding?
- Fill Modification: By adding fillers such as calcium carbonate, talc, and glass fibers, USEON can enhance the rigidity, strength, and heat resistance of PP.
- Reinforcement Modification: By incorporating reinforcing materials such as glass fibers or carbon fibers, USEON can improve the mechanical strength and modulus of PP.
- Flame Retardant Modification: By adding flame retardants, USEON can enhance the flame retardant properties of PP, making it suitable for applications requiring fire resistance.
- Blending Modification: USEON can blend PP with other polymers like PE, EVA, and EPDM to obtain composite materials with superior performance.
- Functional Modification: By adding antioxidants, light stabilizers, antistatic agents, and other additives, USEON can impart specific functionalities to PP.
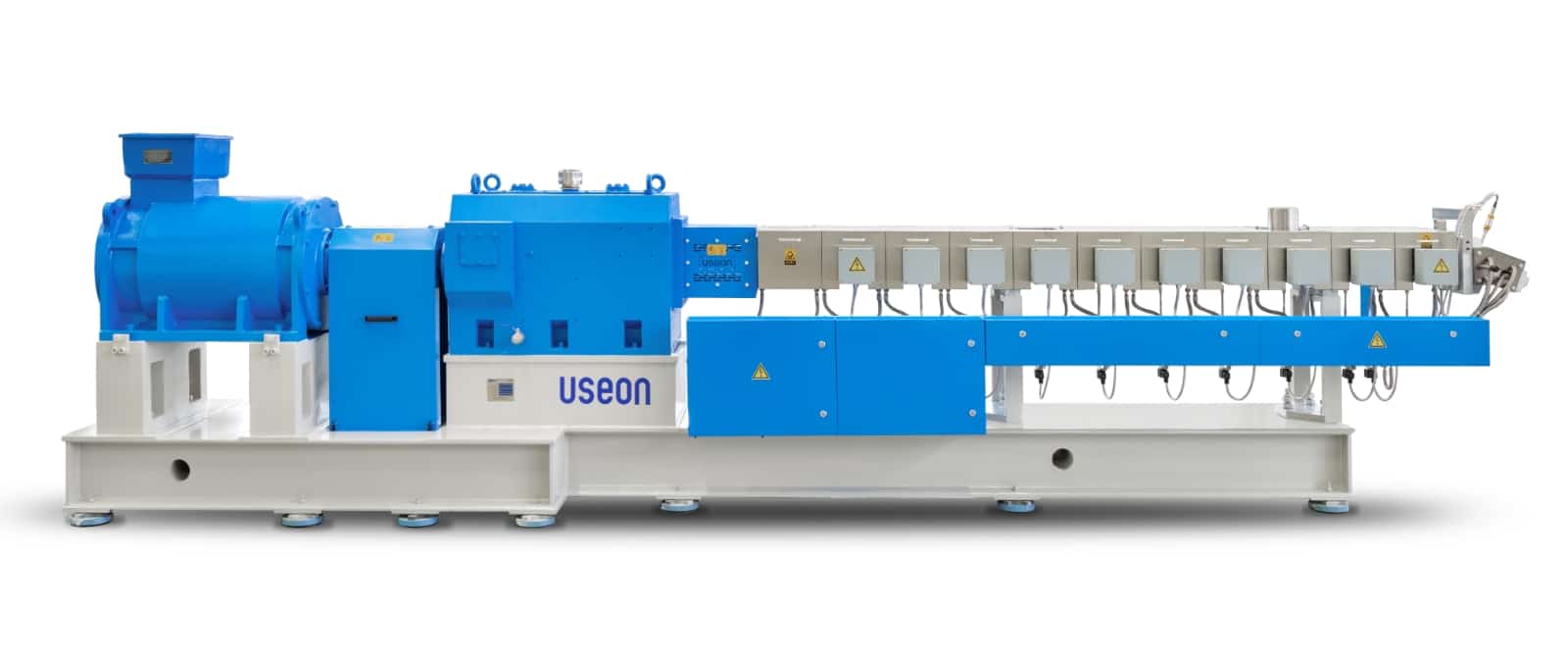
Advantages of USEON Extruder for PP Compounding
- Efficient Mixing and Dispersion: USEON’s co-rotating twin-screw extruder features high torque, providing excellent mixing and dispersion capabilities. It can uniformly disperse various additives, fillers, and reinforcing materials into the PP matrix, enhancing the material’s uniformity and performance.
- Precise Temperature Control: USEON’s co-rotating twin-screw extruder utilizes a temperature control system from European suppliers, ensuring precise control of processing temperatures. This guarantees that materials are processed at optimal temperatures, preventing material degradation.
- Extensive Experience: USEON has successfully delivered over 3,000 twin-screw extruders and has numerous successful experiences in PP modification.
- High Flexibility: USEON’s co-rotating twin-screw extruder employs a modular design. The screw elements can be flexibly combined and adjusted as needed to meet the processing requirements of different materials, offering strong process adaptability.
- Self-Cleaning Function: USEON’s co-rotating twin-screw extruder possesses excellent self-cleaning capabilities, reducing downtime for cleaning and increasing production efficiency.
Part 5: Challenges in the Development of Polypropylene
1. Environmental Impact: Due to the durability of polypropylene, its slow degradation rate in the environment leads to plastic pollution issues. This drives the industry to seek more eco-friendly alternatives or to improve the recycling rate of polypropylene.
2. Cost Issues: The production cost of polypropylene is relatively high, especially when crude oil prices fluctuate. This can affect its competitiveness in certain applications.
3. Technical Challenges: Although polypropylene has many advantages, it may not meet all performance requirements in specific applications such as high-performance plastics or bioplastics. Therefore, continuous research and development of new modification techniques or synthesis methods are needed to enhance its performance.
4. Market Competition: Polypropylene needs to compete with other plastic materials like polyethylene (PE) and polyester (PET), which may have cost or performance advantages in certain applications.
5. Recycling and Reuse: Improving the recycling rate and reuse of polypropylene is challenging because different types of polypropylene materials can be difficult to separate and reprocess.
6. Sustainability: With the global focus on sustainability increasing, the polypropylene industry needs to develop more environmentally friendly production methods, reduce reliance on fossil fuels, and seek renewable resources as raw materials.
7. Regulations and Standards: Different countries and regions have varying regulations and standards for the use and disposal of plastic materials, which can affect the market access and applications of polypropylene.
8. Innovation Pressure: To remain competitive, the polypropylene industry needs to continuously innovate, developing new products and applications to meet the evolving market demands.
9. Supply Chain Issues: Global supply chain instability can affect the production and distribution of polypropylene, particularly in terms of raw material supply and logistics.
10. Consumer Awareness: As consumer concern about environmental and health issues increases, polypropylene products need to meet higher safety and environmental standards.
Facing these challenges, the polypropylene industry needs to respond through technological innovation, improved production processes, development of new application areas, and enhanced recycling and reuse measures. Additionally, collaborating with policymakers, consumers, and other stakeholders is essential to jointly promote the sustainable development of the polypropylene industry.
FAQs
Polypropylene is lightweight, high-strength, chemically resistant, heat-resistant, and easy to process. It also has good electrical insulation properties and low water absorption.
Polypropylene is widely used in automotive parts, electronic device housings, household appliances, packaging materials (such as food containers and bottle caps), textiles, medical devices, and construction materials.
Polypropylene has a relatively high recycling rate and can be reused through physical and chemical recycling methods. Physical recycling includes cleaning, crushing, and reprocessing, while chemical recycling involves breaking down polypropylene into monomers and repolymerizing them.
Polypropylene has a melting point of about 160-170°C and exhibits good heat resistance. Under appropriate conditions, it can remain stable at high temperatures, making it suitable for applications that require heat resistance.
Polypropylene has good resistance to most acids, alkalis, and salts but may react with certain strong oxidizers and organic solvents.
Polypropylene can be processed into various shapes and sizes through injection molding, extrusion molding, blow molding, and thermoforming.
The environmental issues of polypropylene primarily involve its difficulty in degradation and potential for plastic pollution. Solutions include increasing recycling rates, developing biodegradable polypropylene, and using renewable resources to produce polypropylene.
Polypropylene has high strength and toughness, suitable for applications requiring mechanical load-bearing. Its mechanical properties can be further enhanced by adding fillers or through copolymer modification.
Polypropylene is an excellent electrical insulation material with low dielectric constant and high electrical insulation strength, suitable for electronic devices and electrical insulation materials.
Polypropylene has very low water absorption, allowing it to maintain good performance in humid environments, making it suitable for outdoor applications and waterproof products.
Polypropylene may age under UV exposure, affecting its performance. This aging process can be delayed by adding UV stabilizers, using anti-aging formulations, or performing surface treatments.