Thermoplastic Elastomers (TPE)
Thermoplastic elastomers (TPE), sometimes referred to as thermoplastic rubbers (TPR), are a class of copolymers or a physical mix of polymers (usually a plastic and a rubber) that consist of materials with both thermoplastic and elastomeric properties.
While most elastomers are thermosets, thermoplastics are in contrast relatively easy to use in manufacturing, for example, by injection molding. Thermoplastic elastomers show advantages typical of both rubbery materials and plastic materials.
We are committed to providing advanced extruder for all kind of TPE compounding (TPE / TPV / TPU / TPA). We would like to share the experience for the following special application:

Table of Contents
Six Generic Classes of Commercial TPEs
- Styrenic block copolymers, TPS (TPE-s)
- Thermoplastic polyolefinelastomers, TPO (TPE-o)
- Thermoplastic Vulcanizates, TPV (TPE-v or TPV)
- Thermoplastic polyurethanes, TPU (TPU)
- Thermoplastic copolyester, TPC (TPE-E)
- Thermoplastic polyamides, TPA (TPE-A)
Applications
- Automotive (Dust cover, Triangular window, Air filter, Hand break, etc.)
- Wire and cable (Electric cable, Ignition wire, Headphone wire, Connector plugs, etc.)
- Construction & Transportation (Sealing strip, Expansion joint, Metro pads, etc.)
- Other Industrial (Drain pipe, Handle, Cup mat, foot pad, Shoes, etc.)
Experience for Special Applications
1. Thermoplastic Vulcanizates, TPV
TPV is a thermoplastic dynamic full vulcanizate, which is made by dynamically vulcanizing the rubber in a molten plastic phase. In this process, rubber is sheared into micron-sized vulcanizate particles, forming a rubber-plastic two-phase system with sea-island structure. The two-phase system makes the TPV material obtain characteristics of both rubber and plastics, such as thermoplastic process-ability, complete recyclability, and high resilience. The product can replace rubber, save energy, and is environment friendly.
TPV compounding needs a two-step process and different machines, according to the raw material.
If EDPM is in Pellet Form
1) The first step: applying twin screw extruded for premixing, blending, and absorbing oil
Need special screw elements for premixing the liquid and polymer.
Water ring pelletizing is enough for this process.
One big extruder can supply the material for several small extruder on the second step.
Basic formula:
PP (20~30%), EDPM in Pellets Form (40~50%), CaCO3 (10~20%), Oil (0-15%), Additives(2~10%).
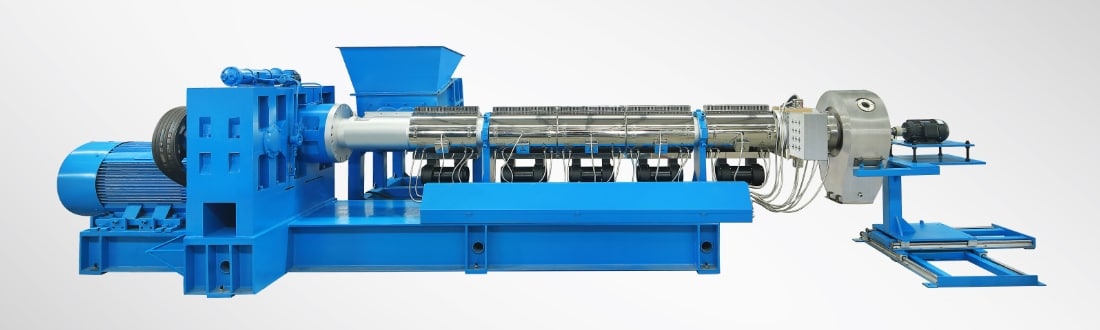
Technical Specifications of Extruder:
| Model | Diameter (mm) | Max. Speed (rpm) | Motor (kW) | L/D | Output (kg/hr) |
|---|---|---|---|---|---|
| SAT75 | 71.4 | 500 | 220 | 48 | 500-600 |
| SAT95 | 93 | 500 | 355 | 40 | 800-900 |
2) The second step: using the twin screw extruder for reacting compounding
Need long L/D and high torque gearbox for enough reacting time and dispersion
Small extruder with less clearance is key points for this process.
Need special screw elements for premixing the liquid and polymer.
Premixing and volumetric feeding is enough for this step process.
According to the Hardness of final pellets, we can choose water ring pelletizing or Under water pelletizing.
Basic formula:
Pellets for the first step process, Vulcanizing Agent, the Extra Oil, Other Additives.
Technical Specifications of Extruder:
| Model | Diameter (mm) | Max. Speed (rpm) | Motor (kW) | L/D | Output (kg/hr) |
|---|---|---|---|---|---|
| SAT52 | 51.4 | 600 | 110 | 52 | 200-300 |
| SAT65 | 62.4 | 600 | 220 | 52 | 300-400 |
| SAT75 | 71.4 | 600 | 315 | 52 | 500-600 |
If EDPM is in Block Form
1) The first step: kneader for premixing with CaCO3 and absorbing all of the oil
Subsequently, apply force feeding into one single screw extruder for pelletizing or crushing into small pieces.
Basic formula:
EDPM in block form, CaCO3 (10~20%), Oil (0-30%), Additives(2~10%).
Technical Specifications of Kneader & Single Screw Extruder:
| Model | Kneader Volume (Liter) | Screw Diameter (mm) | Screw Speed (rpm) | Motor (kW) | Output (kg/hr) |
|---|---|---|---|---|---|
| K75-TDD180 | 75 | 180 | 75 | 110/90 | 300-400 |
| K110-TDD220 | 110 | 220 | 75 | 160/110 | 600-700 |
2) The second step: using twin screw extruder for reacting compounding
Need long L/D and high torque gearbox for enough reacting time and dispersion.
Need special screw elements for premixing the liquid and polymer.
Loss-in-weight feeding is better for this step process.
According to the Hardness of final pellets, we can choose water ring pelletizing or under water pelletizing.
Basic formula:
PP, Pellet for the first step process, Vulcanizing Agent, Other Additives.
Technical Specifications of Extruder:
| Model | Diameter (mm) | Max. Speed (rpm) | Motor (kW) | L/D | Output (kg/hr) |
|---|---|---|---|---|---|
| SAT52 | 51.4 | 600 | 110 | 52 | 200-300 |
| SAT65 | 62.4 | 600 | 220 | 52 | 300-400 |
| SAT75 | 71.4 | 600 | 315 | 52 | 500-600 |

2. TPR Compounding for Shoes
Comparing to the traditional process (kneader + single extruder), the twin screw extruder can generate more output and better dispersion.
The color can be easily manipulated and changed.
Water ring pelletizing.
Basic formula:
HIPS/CPPS + SBS + Paraffin Oil + CaCO3 + Silica + EVA + Stabilizer + Additives
Technical Specifications of Extruder:
| Model | Diameter (mm) | Max. Speed (rpm) | Motor (kW) | L/D | Output (kg/hr) |
|---|---|---|---|---|---|
| SAT65 | 62.4 | 500 | 160 | 52 | 400-500 |
| SAT75 | 71.4 | 500 | 220 | 52 | 700-800 |