PE compounding is used when standard polyethylene resin needs to be modified, filled, colored, recycled or functionalized before being pelletized for downstream production.
In real production, PE is often processed with mineral fillers, pigments, carbon black, functional additives, recycled materials or selected polymer/additive systems before it becomes a usable compound for films, pipes, cables, packaging, molding or recycling applications.
Because these formulations vary widely in resin grade, additive type, filler loading, raw material form and downstream process, a PE compounding line should not be treated as a fixed equipment package. The feeding method, screw configuration, venting, filtration and pelletizing system all need to be matched with the actual material behavior and pellet quality requirement.
What PE Compounding Really Does
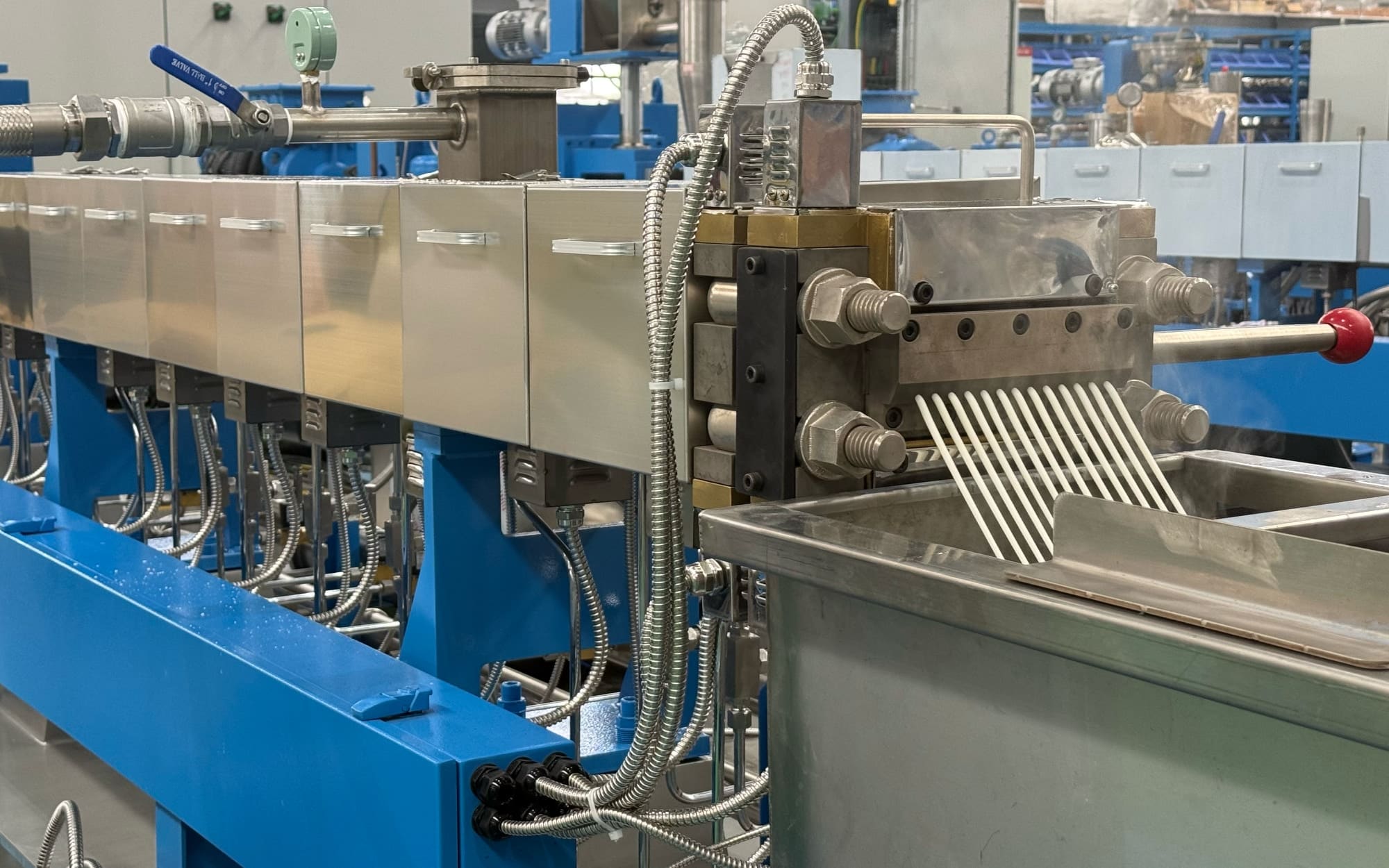
PE compounding has a different process objective from standard profile, pipe or film extrusion. In compounding, the core objective is not shaping the final product, but rather achieving sufficient mixing, plasticization, dispersion, devolatilization, and pelletizing.
Industrial applications frequently require modifications to improve mechanical strength, weatherability, conductivity, flame retardancy, or to reduce formulation costs. Twin screw extruders play an important role in these processes by providing the necessary distributive and dispersive mixing, managing heat generation, and preparing a uniform melt for pelletizing.
Representative PE Compounding Applications
The applications below are not a complete list of what USEON can do. They are representative examples from our project experience and show how different PE-based material systems create different processing challenges.
For other PE compounding, masterbatch, recycling, cable compound or special formulation projects, USEON can evaluate the material behavior and process target before recommending a line configuration.
| Representative Application Area | Typical Formulation / Material System | Typical End Applications | Main Processing Challenge |
|---|---|---|---|
| PE/PP Filler Masterbatch | PE/PP + CaCO3, talc or other mineral fillers | Packaging bags, garbage bags, woven bags, disposable products, breathable films | Powder feeding, dispersion, torque load, wear |
| PE Black Masterbatch | PE or PE/PP carrier + carbon black | PE pipes, geomembranes, drip irrigation tapes, cable sheaths | Carbon black dispersion, dusting, temperature control |
| PE White & Color Masterbatch | PE or PE/PP carrier + titanium dioxide (TiO2), pigments, waxes, additives | Packaging films, greenhouse films, courier bags, molded products | Pigment/TiO2 dispersion, opacity, wear, color consistency |
| PE Functional Compounds / XLPE & Cable Compounds | PE + SiO2, flame retardants, crosslinking systems or functional additives | Films, flame-retardant products, wire & cable compounds | Additive sensitivity, temperature control, batch consistency |
| PE and Polyolefin Recycling | LDPE, HDPE, PE film waste, PE/PP mixed waste, selected BOPP/PP scraps | Recycled pellets for pipes, pallets, bins, non-food packaging | Low bulk density, moisture, impurities, filtration |
| Lab-scale PE R&D Trials | PE-based formulations with elastomers, fillers, conductive additives, selected functional additives | Formulation testing, small-batch trials, material verification | Frequent recipe changes, flexible screw setup, small-batch pelletizing |
PE Filler Masterbatch
PE/PP filler masterbatch is produced by dispersing mineral fillers such as CaCO3 or talc into a polyolefin carrier resin. The pellets are then used by downstream processors to reduce formulation cost, adjust stiffness or improve processing behavior in film, bag, sheet or molded products.
In many high-filler projects, the first bottleneck is not the screw design itself, but whether the powder can be fed into the barrel continuously and accurately. High filler loading brings torque load, melt temperature rise, and abrasive wear on the screw and barrel.
Project Reference
Material
PE/PP formulations utilizing high CaCO3 filler loadings (up to 80%).
Challenge
Managing unstable powder feeding, torque fluctuation, and abrasive wear on screw and barrel components.
Line Focus
A SAT75 twin screw extrusion line (L/D 48) configured for consistent powder feeding, filler dispersion, and controlled melt temperature.
Pelletizing
Selecting water-ring, strand, or hot-face pelletizing to control pellet shape, reduce fines, and support continuous downstream feeding.
Application
Produces compound pellets used in packaging bags, woven bags, and disposable products.
PE Black Masterbatch
Carbon black looks simple as a colorant, but in pipe and geomembrane applications, poor dispersion can quickly become a performance issue rather than only an appearance issue. It is closely related to outdoor durability, UV resistance, and long-term product consistency.
Because carbon black has a low bulk density, it is prone to flying dust and agglomeration. The process requires balancing dispersion intensity with melt temperature control to avoid polymer degradation.
Project Reference
Material
PE/PP carrier resins compounded with 40% to 50% carbon black.
Challenge
Overcoming agglomeration, mitigating workplace dust generation, and preventing localized overheating during the intensive mixing phase.
Line Focus
SAT65 / SAT75 twin screw extrusion lines equipped with dust-controlled feeding and careful melt temperature control.
Pelletizing
Implementing a pelletizing system that minimizes fines and contamination, supporting dosing stability for downstream users.
Application
Produces pellets for PE water pipes, geomembranes, and drip irrigation tapes where UV stability is closely evaluated.
PE White & Color Masterbatch
Titanium dioxide (TiO2) is commonly used as the main whitening and opacity component in PE white masterbatch. Color masterbatches utilize specific pigment packages. High TiO2 addition rates increase the dispersion demand and abrasive wear on the equipment. Poor pigment dispersion causes color spots, color differences, and visual defects on films. The self-wiping characteristics of co-rotating twin screw extruders help reduce material stagnation, while color changeover efficiency depends on formulation, screw configuration, and downstream equipment design.
Project Reference
For an Asian manufacturer processing PE/PP resins with up to 70% TiO2, USEON configured a SAT65 twin screw compounding line. The process challenge was achieving uniform TiO2 dispersion while mitigating equipment wear and maintaining color consistency.
By utilizing accurate feeding, controlled residence time, and wear-resistant components, the line produces uniform pellets that support downstream dosing accuracy and help reduce color variation in molded products requiring opacity or color consistency.
Functional & Cable Compounds
This section covers several distinct application directions, rather than a single formulation type. These include PE + SiO2 anti-blocking masterbatches, flame-retardant PE compounds, and Cross-linked Polyethylene (XLPE) cable compounds. SiO2 compounding requires consistent feeding, dust control, and film-grade dispersion. For temperature-sensitive XLPE and flame-retardant compounds, careful melt temperature control is needed to reduce premature crosslinking risk.
Project Reference
For a Southeast Asian facility running separate production runs for XLPE, PE-based flame-retardant compounds, and selected PE/PA formulations, USEON supplied a SAT75 twin screw extrusion line (L/D 44). The line focuses on gentle but uniform mixing, accurate barrel temperature control, and a suitable screw configuration.
Clean material handling through the pelletizing phase is maintained to avoid contamination and localized overheating, producing compounds for wire and cable insulation or sheathing applications.
PE & Polyolefin Recycling
Project Reference
Material
PE flakes, LDPE/HDPE waste, and mixed polyolefin film scraps.
Challenge
Feeding low bulk density materials, removing moisture, volatiles and odor from printed or contaminated film waste, and filtering out physical impurities.
Line Focus
A SAT110 twin screw extrusion line equipped with forced feeding, vacuum devolatilization, and continuous melt filtration.
Pelletizing
Utilizing a pelletizing system capable of handling fluctuating melt behavior, changing filtration pressures, and residual volatiles.
Application
Produces recycled pellets for applications such as irrigation pipes, plastic pallets, and non-food packaging containers, depending on the recycled material quality and final product requirements.
Lab-scale PE R&D Trials
R&D environments require frequent recipe changes, small batch testing, and equipment flexibility. Twin screw extruders used for these purposes often feature modular screw designs and multiple feeding ports to support special formulation trials before scaling up.
Project Reference
To support a European research facility working with PE-based trial formulations involving EVA, silicone rubber, PET, starch or selected functional additives, USEON provided a LAB20 lab-scale twin screw extruder.
The small-scale pelletizing setup supports easy cleaning between batches and adapts to different polymer melt behaviors. This allows the facility to validate small-batch formulations and processing behavior before pilot or industrial-scale production.
PE Pelletizing Considerations
Pelletizing should not be treated as a separate machine choice at the end of the project. In PE masterbatch, cable compound, and recycling lines, pellet quality can strongly affect downstream feeding, dosing, and processing consistency. It also affects packaging, transport, storage, and dosing accuracy.
Pellet quality starts with the melt condition at the extruder discharge. Melt strength, viscosity, filler loading, filtration pressure, cooling behavior, and residual volatiles can all affect pellet shape, fines, drying, and downstream feeding stability. For this reason, USEON evaluates pelletizing together with feeding, screw design, venting, and filtration.
Pelletizing Options
The options below are common references, not fixed recommendations. Final selection should be confirmed according to actual formulation data, melt behavior and line trials when needed. No pelletizing method is suitable for all PE formulations. In practice, the pelletizing system should be selected according to melt strength, viscosity, filler or additive loading, output, filtration pressure, cooling requirement, pellet size target, and downstream handling needs.
| Pelletizing Option | Commonly Used For | Suitable When | Key Points to Check |
|---|---|---|---|
| Strand Pelletizing | General PE compounds, color masterbatch, cable compounds, lab-scale trials | The melt can form stable strands and the output allows water-bath cooling and strand cutting | Strand stability, cooling length, strand breakage risk, operator handling, pellet size consistency |
| Water-ring Pelletizing | Many PE/PP masterbatch and filler masterbatch applications | The formulation is suitable for hot-face cutting and rapid water-ring cooling | Die-face stability, cutter adjustment, water temperature, pellet drying, fines control, filler loading |
| Underwater Pelletizing | Selected high-output or special PE-based compounds, selected soft or sticky formulations, selected recycling applications | The material and output justify underwater cutting and the melt behavior is suitable for underwater pellet formation | Melt pressure, die-hole design, cutter speed, water temperature, pellet agglomeration risk, drying efficiency, system complexity |
| Air-cooling Die-face Pelletizing | Certain highly filled PE/PP compounds, LLDPE-based formulations, halogen-free flame-retardant (HFFR) compounds | The formulation can be cut and cooled effectively without a water-bath system, or dry pellet handling is preferred for the process | Pellet cooling efficiency, pellet adhesion, dust/fines generation, die-face stability, formulation window |
| Underwater Strand Pelletizing | Specialized option for selected recycling or filtration-sensitive applications | Automatic strand conveying can reduce manual handling during strand breakage or screen changes | Strand control, water flow, filter-change frequency, dewatering, pellet uniformity |
How to Select the Right Line
Before investing in a line, buyers should clarify the following technical parameters:
Material and Formulation
- What is the base resin? (LDPE, LLDPE, HDPE, XLPE, recycled PE, or polyolefin blends)
- What is the formulation? (Filler, carbon black, TiO2, flame retardant, recycled flakes)
- What is the additive percentage? (Low, medium, or high loading)
- What is the material form? (Pellets, powder, light flakes, agglomerates)
Process and Equipment
- What is the target output? (Lab-scale, pilot, or mass production)
- Is devolatilization required?
- Is melt filtration required?
- Is wear protection required?
- What feeding method is needed for powders, flakes, or low-bulk-density materials?
- Will filtration pressure fluctuate during recycling?
- Is water contact acceptable for the formulation during cooling?
Pellet Quality and Downstream Use
- What is the final application? (Film, pipe, cable, injection molding)
- What pellet size and shape are required?
- Are fines or dust acceptable for the downstream process?
- Does the downstream process require high dosing accuracy?
- What cooling and drying performance is required?
- What pelletizing method is preferred by the customer’s operators?
- Will pellets be pneumatically conveyed, bagged, stored in silos, or directly used downstream?
Typical Line Configuration
A PE compounding and pelletizing line may include the following modules. The final configuration is selected according to formulation, material form, output, and pellet quality requirement.
- Raw material handling and storage system
- Main feeder for PE base resin
- Side feeder for mineral fillers, carbon black, or additives
- Loss-in-weight feeding system for formulation control
- Co-rotating twin screw extruder
- Vacuum venting/devolatilization system
- Screen changer / melt filtration
- Pelletizing system selected according to formulation and pellet quality requirement
- Pellet drying, classification, and conveying
- PLC control system
Depending on the project, pelletizing may use strand, water-ring, underwater, air-cooling die-face or underwater strand systems. Not every project requires all modules. For example, some virgin masterbatch lines may not require intensive melt filtration, while recycling lines often require stronger feeding, devolatilization, and filtration capacity.
Work With USEON
Share your PE formulation, raw material form, target output, final application, and pellet quality requirement with USEON. Whether your project is filler masterbatch, black masterbatch, color masterbatch, functional compounds, cable compounds, recycling, lab-scale trials, or another PE-based compounding application, our team can evaluate the feeding method, screw configuration, devolatilization requirement, filtration system, and suitable pelletizing method.
If your PE-based application is not listed above, USEON can still evaluate the formulation and processing target to determine whether a suitable extrusion and pelletizing solution can be configured.
FAQ
PE compounding is the process of blending Polyethylene (PE) base resin with additives, fillers, colorants, or other polymers inside an extruder to modify its physical, thermal, or visual properties. The output is usually PE-based compound pellets for downstream film, pipe, cable, molding, packaging or recycling applications.
Yes. Normal PE extrusion (like film blowing or pipe extrusion) focuses on shaping the polymer into a final product. PE compounding focuses on dispersive and distributive mixing, material modification, devolatilization, and ultimately pelletizing the material using equipment like co-rotating twin screw extruders.
PE pelletizing is the downstream process of cutting molten or compounded polyethylene into uniform pellets after extrusion. In PE compounding, pelletizing turns the mixed and dispersed PE melt into a stable form that can be stored, transported, dosed, and processed in downstream equipment.
There is no single method suitable for all PE applications. Options include strand pelletizing, water-ring pelletizing, underwater pelletizing, air-cooling die-face pelletizing, and underwater strand pelletizing. The method should be selected based on formulation, melt strength, viscosity, filler or additive loading, output, and cooling requirements.
Yes. PE/PP-based filler masterbatch can be compounded with high levels of CaCO3 or talc, depending on the carrier resin and formulation design. Processing challenges include managing stable powder feeding, ensuring uniform dispersion, controlling melt temperature caused by high shear forces, addressing equipment wear from abrasive minerals, and maintaining stable pelletizing to reduce fines.
Co-rotating twin screw extruders are commonly used for PE black masterbatch. They require specialized screw profiles for distributive and dispersive mixing of carbon black, feeding systems with dust control measures, careful melt temperature control to prevent polymer degradation, and a stable pelletizing system to minimize fines.
Yes. Recycled PE flakes, LDPE film waste, HDPE scraps, or selected mixed polyolefin waste (including PP-based BOPP scraps) can be melted and pelletized into reusable pellets. Due to fluctuating melt behavior, the line often requires forced feeding, vacuum devolatilization, continuous melt filtration, and a pelletizing system suited to the specific waste stream.
Pellet quality affects feeding, dosing, melting, and product consistency. Uniform pellets help improve feeding stability in film blowing, pipe extrusion, cable extrusion, injection molding, and blow molding. Conversely, excessive fines, irregular pellet sizes, or poor drying may cause processing instability and product defects.
A PE compounding and pelletizing line should be selected according to the base resin, additive package, filler loading, raw material form, output, devolatilization requirement, filtration condition, pelletizing method, and downstream application. The applications listed on this page are representative examples from USEON’s project experience, not a complete limitation of USEON’s PE compounding capability.